Собираем Сатитени – спицу вместе. Спица скрепляется винтом с нижней узкой частью кольца. В верхнюю часть ввинчиваются 5 длинных винтов, образуя крест.
Сила удара простыми незаточенными винтами по ламинированному справочнику – насквозь 25 страниц независимо от того, нанесён удар крестом или одинарным винтом с открытой ладонью.
Сила удара наконечника спицы в незаточенном состоянии и толщиной кромки 5 мм – 35 страниц независимо от того, прямой удар или боковой.
Сила удара заточенным топором – 94 страницы.
Вес двух Сатитени – спиц – 200 гр
Вес сабли олений рог из двух серпов, скреплённых винтами – 250 гр
Вес топора – 1050 гр
8:53 28 Август 2012
neft
Гуру
сообщений 9045
47
». Изготовление ножа
Периодически всплывает тема «Как сделать нож?». Естественно, этот вопрос задают не профессионалы, а простые люди, обычно не имеющие ни хорошо оборудованных мастерских, ни кузни и термички, ни специальных знаний (иначе бы не спрашивали…). Зато они имеют горячее желание создать САМОСТОЯТЕЛЬНО качественный инструмент, отвечающий именно их требованиям! Единственный и неповторимый, для себя любимого! Иногда такое желание появляется из-за невозможности найти подходящий нож в продаже, иногда из-за отсутствия финансов, иногда просто от желания творить прекрасное. Главное, что это желание есть, не хватает только информации. Отправной точки. Той самой печки, от которой потом можно плясать. И найти подробную инструкцию «Как сделать нож от А до Я» - просто негде. Но для первого раза лучше всего подойдет именно такая, где подробно и поэтапно описаны все стадии работы. С фотографиями. Чтобы не изобретать велосипед, а сделать свой первый нож, пользуясь уже проверенными методами. А вот уже после этого можно, с учетом полученного опыта, изучать другие технологии и думать, как их лучше применить. Да хоть бы и свои технологии изобретать. Ведь теперь уже есть, с чем сравнить.
Теперь об оборудовании. Всю работу можно провести в гараже или в квартире. Нож, о котором пойдет речь далее, был сделан именно в обычной квартире. Кроме помещения потребуется как минимум наждак. Можно использовать и покупной и самодельный. С разным диаметром и толщиной камней. С разными оборотами. Но очень желательно, чтобы камень был ровный, иначе намучаетесь. Начать можно с того, что есть под рукой, а с опытом вы сами поймете, что именно вам нужно. Кроме этого вам потребуется дрель (можно обойтись и ручной), сверла, напильники, абразивные бруски, выпрямитель тока, алмазный надфиль, паяльник и еще некоторые мелочи. Согласитесь, это не так уж и много.
Теперь о том, что собственно мы будем делать. То есть каким будет нож и почему. Сначала вводный анекдот:
«На заседании правительства долго обсуждают, каким должен быть новый гимн России. Прослушивают разные варианты. Филип Киркоров наблюдает за всем этим по телевизору и думает: «Ну чего они выпендриваются? Можно просто стибрить гимн Турции, и успех обеспечен!»».
Мораль сей басни такова: перед тем, как сделать нож, определись, для чего и в каких условиях Вы собираетесь его использовать, а потом изучите лучшие традиционные модели, которые создавались с теми же исходными условиями:
1. Природные условия. Например, средняя полоса России. Главная особенность – холодные зимы. Да и летней ночью температура может падать к нулю. Не очень высокая влажность. Хвойный и смешанный лес.
2.Для чего. На природе нож – главный инструмент. Им можно и хлеба нарезать, и рыбу/дичь разделать, и щепу для растопки настругать, и посох срезать, и веревку разрезать, и от стаи гопников отбиться… Да мало ли что еще, всякое в жизни бывает.
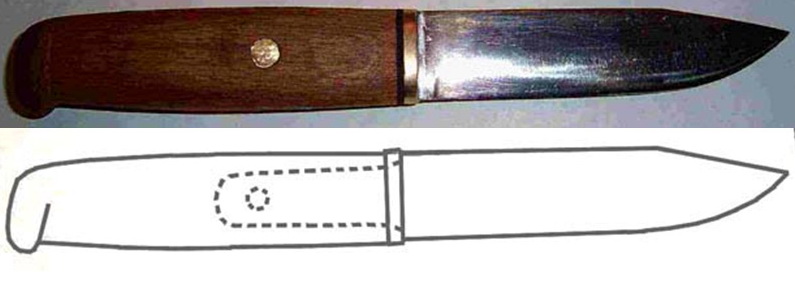
Итак, какой же нож сотни лет выполнял эту же работу в этих же условиях? Известно какой – финка! Наши соседи скандинавы разработали очень простую, надежную и удобную конструкцию. Именно ее мы и попытаемся повторить, естественно с поправками на современный технологический уровень и некоторую ограниченность возможностей.
Кроме сказанного выше, у традиционной финки есть еще одно неоспоримое преимущество для нашей страны – легальность. Она является ножом хозяйственно-бытового назначения, и поэтому ее можно хранить, носить и изготавливать не спрашивая ни у кого разрешения. Но об этом мы поговорим позже.
Теперь, когда мы наконец определились с формой ножа, можно начинать подбирать материалы. И в первую очередь, разумеется, сталь. А куда без нее? Ведь выбор стали оказывает значительное влияние на всю конструкцию.
На мой взгляд, очень хорошей сталью является инструментальная быстрорежущая сталь Р6М5. Вот что о ней сказано в марочнике сталей:
Применение: для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками. Химический состав в %:
8:55 28 Август 2012
neft
Гуру
сообщений 9045
48
C
Si
Mn
Ni
S
P
C
Mo
W
V
Co
0,82 – 0,9
до 0,5
до 0,5
до 0,4
до 0,025
до 0,03
3,8 – 4,4
4,8 – 5,3
5,5 – 6,5
1,7 – 2,1
до 0,5
Твердость после закалки и трехкратного отпуска – 63-65 HRC
Это очень твердая сталь, прекрасно держит заточку, ржавеет меньше, чем углеродистые стали (например популярная 65Г – рессорная), но больше, чем нержавеющие (например 65Х13, 95Х18), так что нож из нее требует некоторого ухода, но и платит за него сторицей.
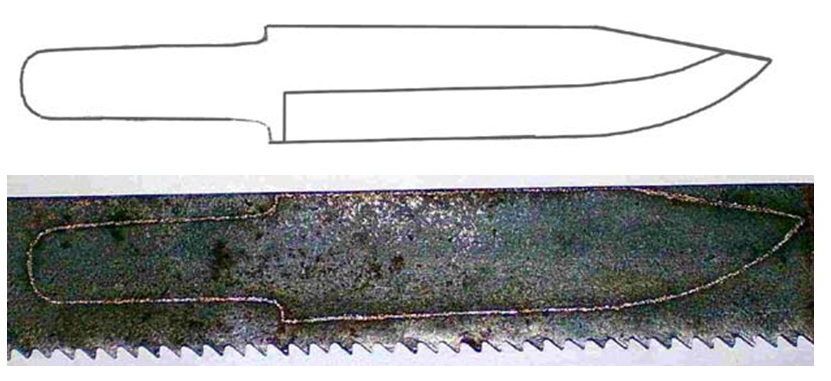
«Но у нас в универмаге нет бруска стали Р6М5!», - скажите Вы. Да, но ведь можно найти подходящее изделие из нее! Из этой стали делают: сверла, фрезы, резцы, и главное, ножовочные полотна! Именно ножовочное полотно нам и потребуется. Но не какое-нибудь там ножовочное полотно, а полотно от маятниковой пилы по металлу. Ими еще рельсы пилят. Габариты у таких полотен бывают разные. Обычно они лежат в таких пределах: толщина около 2 мм, длина 400-500 мм, ширина 30-40 мм. Цвет черный или серый (после заводской термообработки), поверхность на ощупь шершавая. На полотне можно найти марку стали. Если это не Р6М5, а Р3М3Ф2 – не пугайтесь, они взаимозаменяемы. Цена такого полотна на рынке может колебаться от 20 до 200 рублей. При осмотре обратите внимание на то, насколько оно прямое. Идеально ровное найти очень тяжело, поэтому небольшой изгиб можно простить.
Очень полезно перед работой проверить материал на скрытые дефекты, микротрещины. Могу предложить для этого один способ, но он требует опыта. Зато годится для оценки качества как заготовки, так и готового изделия, и не требует оборудования. Возьмите пластину металла за один конец, не слишком сильно сжимая, и поднесите к уху. Подушечкой указательного пальца другой руки проведите по какому-нибудь острому выступу, заусенцу заготовки или по режущей кромке готового изделия (поперек, а не вдоль, а то палец отрежете!!!). Если при этом слышен высокий и чистый звон, значит все ОК! Но, чтобы научиться проводить такую оценку, желательно послушать заведомо качественную и заведомо дефективную сталь. Если вы четко слышите разницу, постарайтесь ее хорошо запомнить. Это Вам еще ни раз пригодится.
Теперь вернемся к нашему полотну и легальности ножа. Есть общее правило: с увеличением твердости увеличивается и хрупкость. Толщина полотна – около 2 мм. Некоторые считают, что этого недостаточно. Но прочность клинка зависит и от его геометрии. От длины, ширины, формы клинка и формы спусков. Был у меня такой случай:
Делал я как-то себе нож для леса. Длина клинка – 105 мм, ширина 27 мм, толщина – около 2 мм. Сталь – Р6М5. Монопластинчатый монтаж. Показал его двум своим знакомым. Они дилетантами небыли, ножи любили и имели некоторый опыт их изготовления. Нож им понравился, но, когда я назвал марку стали, начали морщиться: «Сталь слишком хрупкая, лопнуть может…». Я дал им нож и предложил сломать его, пользуясь только руками. И хотя оба они были весьма не слабы, ничего у них не вышло. А нож этот жив до сих пор.
Конечно, сломать можно все, что угодно, особенно если задаться такой целью. Например, воткнуть нож в дерево и навалиться на бок рукояти перпендикулярно плоскости клинка. А можно просто положить на наковальню и долбануть кувалдой со всей силы. Но только в этом не сталь будет виновата.
Нож создан для того, чтобы резать, при необходимости – колоть. Но не для того, чтобы рубить железо или пользоваться им как монтировкой. И если увеличить толщину обуха, то резать нож будет хуже. Представьте себе, что Вы купили спортивный кабриолет. Здорово, правда? А если Вы живете в деревне, где асфальт отсутствует по определению, и ездить на этой красавице вам надо на работу в лес, где после дождя КрАЗы застревают? Каждый день. Как теперь ощущения? А все потому, что инструмент не соответствует задачам. Так что если нужно срубить дерево – берите топор, для создания рычага при поднятии тяжестей воспользуйтесь ломом, а ножом – режьте. В общем, Кесарю – Кесарево, а Богу – Богово.
Кроме того такая толщина делает нож абсолютно легальным. Согласно ГОСТу Р №51644-2000 «НОЖИ РАЗДЕЛОЧНЫЕ И ШКУРОСЪЕМНЫЕ»:
1.1. Ножи разделочные и шкуросъемные, предназначенные для использования как в условиях промысловой или спортивной охоты (в том числе, подводной) и рыбалки, так и для хозяйственных нужд, являются хозяйственно-бытовыми и не относятся к холодному клинковому оружию.
1.5.1. На изделия, изготовленные самодельным способом, распространяются конструктивные и технические требования, установленные настоящим стандартом, а также виды и методы контроля, только в части установления и оценки их соответствия ножам разделочным и шкуросъемным, относящимся к хозяйственно-бытовым ножам, при проведении криминалистических исследований и экспертиз.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НОЖАМ РАЗДЕЛОЧНЫМ И ШКУРОСЪЕМНЫМ.
5.1.2. Толщина обуха клинка, менее 2,4 мм при длине клинка до 150 мм при наличии в конструкции ножа одностороннего или двухстороннего ограничителя, либо подпальцевых выемок на рукояти.
Это значит, что нож с толщиной на обухе 2 мм и длиной клинка до 150 мм при любой форме рукояти и гарды не является холодным оружием (кроме кинжалов). Их можно хранить, носить и изготавливать, и Вам ничего за это не будет. Это конечно не панацея. Многие в милиции считают закон фактором, препятствующим работе, а большинство вообще не читает. Но спасение утопающих – дело рук самих утопающих! Знайте свои права, настаивайте на их соблюдении и Вы не окажетесь в тюрьме по чьей-то ошибке!
Для рукояти вполне подойдет дерево. Оно приятно и удобно лежит в руке, не холодит руку на морозе. После правильной обработки не гниет и не берет воду.
Какое же дерево лучше использовать и где его взять? Подойдет и береза, и бук, и клен, и вишня, и груша, и орех, и самшит, и красное дерево. И есть два способа их достать, не тратя годы на самостоятельную сушку. Способ первый – паркет. Идем в магазин торгующий строительными и отделочными материалами. Находим отдел с паркетом. Выбираем и покупаем. При желании найти можно почти все, а дорогой паркет часто продают поштучно. Способ второй – вторсырье. Ищем в гараже/на свалке/у знакомых старую мебель. Например столы или стулья. На них шло вполне приличное дерево. Для этого ножа я нашел ножку стула из бука.
Еще нам потребуется пластина толщиной 3-5 мм из латуни или бронзы для втулки и латунный пруток диаметром 4-6 мм для заклепки (размеры и материал отражают мои предпочтения, аксиомой не являются).
Кое-что в классической конструкции нам придется изменить. А именно – способ монтажа. В классическом пуукко (так сами финны называют свои ножи) хвостовик клинка проходит сквозь всю рукоятку и расклепывается на подложенной шайбе. Это надежный и добротный способ крепления, но мы так делать не будем. Просто потому что не сможем. Скорее боек молотка расклепается, чем хвостовик из стали Р6М5. А отпускать его отдельно от тела клинка… Честно говоря, сам я этого делать не пробовал. А если кто-то в состоянии это сделать, то вряд ли ему особо нужна эта статья, Он и сам все это знает. А мы просто изменим способ монтажа на более доступный.
Для первого раза вполне подойдет всадной монтаж с одной заклепкой. Он немного менее надежен, но если его качественно исполнить, то конструкция будет достаточно прочной.
Теперь нужно выбрать прототип. Для этого руководства прототипом будет нож, который я сделал немного раньше
9:09 28 Август 2012
neft
Гуру
сообщений 9045
49
Клинок: длина – 100 мм, ширина – 23 мм, толщина – 2 мм. Рукоять: длина (с втулкой и грибком) – 100 мм, ширина (втулка/центр) – 24/27 мм, толщина (втулка/центр) – 11/17 мм.
Начнем с общего чертежа. На нем будут отражены все детали в сборе.
Это нужно для того, чтобы хорошо понять самому, что и как вы собираетесь делать. После этого делаем еще один чертеж. На нем должен быть только клинок и хвостовик.
Это требуется для того, чтобы перенести чертеж на сталь. Для этого вырезаем силуэт клинка с хвостовиком, кладем его на ножовочное полотно и обводим карандашом (хвостовик должен доходить как минимум до середины будущей рукояти). После этого я обычно повторяю контур электрогравером (девайс называется «Орнамент-1», сочетает функции электровыжигателя и электрогравера, гравирует электродугой), но где его достать – не представляю. Поэтому можно обойтись и простым карандашом, как раньше делал и я. Просто во время работы разметку придется периодически обновлять. Разметка контура лезвия на заготовке может выполняться твердосплавной чертилкой стоит около 80 руб. на рынке или в конце концов перманентным маркером (черного цвета) не стирается и держит нагрев. Разметка на металле должна выглядеть так.
9:10 28 Август 2012
neft
Гуру
сообщений 9045
50
Теперь переходим к станку. Если у Вас нет опыта работы на наждаке, ОБЯЗАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ПРАВИЛАМИ ТЕХНИКИ БЕЗОПАСНОСТИ!!! Если есть возможность, попросите поприсутствовать того, кто имеет в этом достаточный опыт. Поверьте, здесь нечего стыдиться. Это не трусость, а профессиональный подход.
На станке нужно снять с заготовки лишний металл. Делайте это постепенно, не старайтесь форсировать события. Во время работы заготовка быстро и сильно нагревается. Держите рядом с собой ведро с водой и почаще окунайте в него заготовку (Именно ведро, а не дохлая пол-литровая консервная банка). Эта сталь сохраняет кристаллическую структуру при значительном нагреве, но при резких перепадах температуры могут образовываться микротрещины. Именно они могут быть причиной того, что ножи ломаются при, вроде бы, незначительной нагрузке. А потом говорят: «Сталь хрупкая»… Будьте особенно внимательны при выведении острия. Чем тоньше металл, тем быстрее он нагревается.
Единственное место, которое пока трогать не стоит – это конец хвостовика. Его мы оформим попозже.
После того, как Вы сняли все лишнее, выравниваем прямые на боковой поверхности круга. Особенно обух и будущую режущую кромку. Хотя и хвостовик тоже полезно подравнять (Работа на боковой поверхности наждачного круга у профи (токарей-слесарей) дурной тон…. Ибо опасно, часто круг разлетается именно при сильном давлении на боковую поверхность, особенно на меленьких наждаках (см. ТБ).Но при изготовлении ножа очень соблазнительно… если очень аккуратно- то можно. В принципе, я топор делал на боковой поверхности – первый, разумеется.). У Вас должно получиться примерно следующее.
9:11 28 Август 2012
neft
Гуру
сообщений 9045
51
Обратите внимание на то место, где клинок переходит в хвостовик. Не пытайтесь сделать там прямые углы, это ослабит конструкцию.
Переходим к отверстию под заклепку. Его в домашних условиях невозможно просверлить ни обычным сверлом, ни победитовым. Его вообще просверлить очень трудно. Но это нам и не нужно! Ведь в школе, не уроках химии, мы изучали электролиз. Именно эта технология и поможет нам сейчас.
Для этого нам потребуется выпрямитель тока. Я воспользовался самодельным, с напряжением 0-27В, но думаю подойдет и какой-нибудь китайский, от бытовой техники. Вообще-то, насколько я помню смысл технологии, здесь важно не напряжение, а сила тока. Но это вы и сами выясните, почитав умные книжки, или методом тыка – кому как нравится.
Теперь приготовим электролит. Для этого наберем в пол-литровую банку теплой воды и насыпем в нее ложку повареной соли (NaCl). Размешиваем… Все, электролит готов!
После этого надо подготовить заготовку. Сначала покрываем ту часть, которая будет погружена в электролит, парой слоев быстросохнущего лака. Я взял черный цапонлак. Но практика показывает, что такой изоляции недостаточно, поэтому сверху перематываем это все парой слоев изоленты. Это делается до того, как окончательно высохнет второй слой лака. Не натягивайте ее слишком сильно. На конце хвостовика свободный выход изоленты нагреваем на огне и, загибая вверх, прижимаем пальцем к хвостовику. Обычно это надежно герметизирует, но даже если электролит и попадет туда, ничего особенно страшного не произойдет. Во-первых, там лак. А во-вторых, именно по этой причине мы и не стали его обтачивать.
Для того, чтобы сделать отверстие, необходимо обеспечить доступ электролита к заготовке в нужных местах. Размечаем на изоленте место, где будет находиться отверстие, с обеих сторон. Прожигать отверстие с обеих сторон одновременно получается не только быстрее, но и ровнее. Размеченные отверстия должны быть меньше в диаметре чем те, которые необходимо получить.
Вырезаем отверстия в изоленте по разметке. Имейте ввиду, что после того, как вы их вырежете, они примут овальную форму, вытянувшись поперек хвостовика. Бороться с этим нужно сразу двумя способами. О первом я уже говорил – не натягивайте изоленту во время наматывания. Второй – вырезайте отверстия немного овальными, но вытянутыми вдоль клинка.
В прорезанное отверстие капаем лак и надавливаем на изоленту по краям отверстия. Оттуда выходят пузырьки воздуха. Отпускаем изоленту – лак уходит под нее. Держим заготовку горизонтально, ждем, пока высохнет. Переворачиваем и повторяем то же самое с другой стороны. Когда все просохло, берем острое шило и счищаем слой лака там, где необходим контакт заготовки с электролитом.
9:12 28 Август 2012
neft
Гуру
сообщений 9045
52
Описание подготовки к электролизу занимает много времени, но проводится гораздо быстрее (с опытом, разумеется). Но для начала рекомендую попробовать прожечь отверстие в каком-нибудь ненужном кусочке полотна, чтобы ненароком не испортить заготовку.
Пришло время электролиза! Опускаем заготовку в электролит. Естественно, электролит не должен касаться заготовки нигде, кроме того места, где будет отверстие, поэтому заготовку желательно закрепить от случайного съезжания. Подключаем плюсовой провод от выпрямителя при помощи «крокодила» к заготовке, а минусовой опускаем в электролит. Я предпочитаю такую полярность потому, что вокруг отрицательного электрода образуется много пузырьков, и, если поменять полярность, пузырьки будут мешать доступу электролита к заготовке. Провод следует брать медный и не слишком тонкий. После включения выпрямителя коснитесь отрицательным электродом тех участков заготовки, которые собираетесь прожечь, прямо в электролите. Убедитесь, что процесс пошел (вокруг отрицательного электрода появилось множество пузырьков).
На схеме синим цветом выделена изолированная часть клинка, серым – неизолированная, оранжевым – прожигаемое отверстие, желтым – электролит; красный провод – плюс, зеленый – минус.
Время, необходимое на прожигание отверстия, зависит от силы тока. Но ориентируйтесь на 0,5-3 часа. Заготовку необходимо периодически вынимать и проверять диаметр отверстия. Для этого можно изготовить один инструмент. Берем гвоздь – двухсотку. Отпиливаем или откусываем шляпку. Зажимаем в патрон электродрели со стороны бывшей шляпки, включаем дрель и прикладываем к острию напильник под нужным углом. В результате получаем конус, которым удобно замерять внутренний диаметр круглого отверстия.
Остановить электролиз нужно до того, как отверстие достигло нужного диаметра. Дело в том, что оно получается не совсем круглым, и стенки у него не совсем прямые.
9:13 28 Август 2012
neft
Гуру
сообщений 9045
53
Для того, чтобы выровнять его и расточить под нужный диаметр используются или конические корундовые шарошки, или алмазные шарошки стоматологов разнообразной формы. Первые берутся на строительном или инструментальном рынке, вторые – в «Медтехнике» или у стоматологов.
Зажимаем шарошку в дрель и просто выравниваем отверстие изнутри, пока не достигаем желаемого результата. Тут и описывать - то особо нечего.
Основные преимущества электролиза:
1. Это легкий способ получения отверстий разного диаметра (Для разных целей я прожигал отверстия от 2 до 10 мм).
2. Не требует дорогостоящего оборудования.
3. Заготовка практически не подвергается воздействию перепадов температуры. Конечно, небольшое нагревание имеет место, поэтому не стоит применять для изоляции парафин. Но по сравнению с таким методом, как прожигание электросваркой, температуру во время электролиза можно считать постоянной (очень не рекомендую пользоваться электросваркой: все ножи были сломаны при незначительной нагрузке, даже если в них использовался монопластинчатый монтаж).
Теперь следует подготовить заклепку, при помощи которой хвостовик будет закреплен в рукояти. Лучше всего взять латунный прут диаметром 4-6 мм. Болтики этого диаметра используются в сантехнике, можно сделать заклепки из них. Я использовал для заклепок Г-образный латунный прут, который держит поплавок на шаровом кране (в бочке, пардон, унитаза). Если его выпрямить, то полезная длина составит около 270 мм при диаметре 5 мм. Хватает надолго.
Диаметр заклепки должен быть немного меньше диаметра отверстия на хвостовике. Что под что подгонять – дело ваше. Длину заклепки мы определим во время изготовление рукояти.
Переходим к следующей процедуре – выведению спусков.
Вогнутые спуски выводятся на станке довольно легко, камень то круглый. Попробовать их сделать попозже конечно стоит, хотя бы ради практики. Они хорошо подходят для надрезания, но хуже для сквозного реза. Плоский клин – нечто среднее по своим свойствам. Но он слишком сложный и трудоемкий, если выводить от обуха, то обух должен быть гораздо толще 2 мм.
А мы будем выводить слабовыгнутые «линзовидные» спуски. Подобные спуски делают на японских клинках. Они великолепно подходят для сквозного реза.
Спуски должны быть одинаковой ширины, иметь одинаковый угол и заканчиваться одновременно и четко. По поводу первых двух пунктов – практика, практика и еще раз практика.
Теперь по поводу того, что спуски должны заканчиваться одновременно и четко. Для этого я использую очень простой стопор – все ту же изоленту. Перематываем ей клинок несколько раз в том месте, где должны заканчиваться спуски – и вперед! Вот как это выглядит в процессе работы.
9:14 28 Август 2012
neft
Гуру
сообщений 9045
54
Не забывайте почаще охлаждать клинок. Чем меньше будет диапазон перепадов температур – тем лучше.
Выводить спуски – очень тяжелое и утомительное занятие, особенно с непривычки. Поэтому не точите дольше, чем полчаса - час подряд. Отойдите от станка, займитесь чем-нибудь другим, а когда отдохнете, можете снова возвращаться к работе. Иначе начнете спешить, раздражаться, угробите заготовку, а потом вообще бросите все это дело. Лучше работать по полчаса в день и закончить спуски за неделю.
Во время работы периодически останавливайтесь и контролируйте качество спусков. Они должны быть абсолютно симметричны. Ширину спусков можно контролировать на глаз. Геометрию и равномерность контролируйте на ощупь, проводя большим и указательным пальцами по всей длине спусков с обеих сторон одновременно.
Главная сложность тут в том, что нельзя смотреть на обе стороны одновременно. Но за исключением двух мест! Первое – там, где режущая кромка переходит в пятку. Второе – там, где обух переходит в острие. Обращайте особое внимание именно на эти места.
Не пытайтесь сразу добиться бритвенной остроты при выведении спусков. После завершения этого этапа режущая кромка будет еще довольно тупой.
Когда закончите со спусками, снимите неровности с плоскости клинка. На хвостовике сделаем небольшие асимметричные выемки для лучшей фиксации в рукояти. Торец хвостовика немного скругляем и затачиваем. Вот что должно получиться.
9:15 28 Август 2012
neft
Гуру
сообщений 9045
55
Теперь приступаем к самому нудному – шлифовке и полировке. Это нужно, во-первых, для защиты от коррозии, во-вторых для более качественного сквозного реза.
Этап первый. Кладем заготовку на стол, берем небольшой средне-грубый камень, и начинаем его ребром стачивать все неровности, которые остались после обработки наждаком. Проводим бруском вдоль клинка туда и обратно. Много раз. И так до тех пор, пока поверхность не станет однородной.
9:16 28 Август 2012
neft
Гуру
сообщений 9045
56
Этап второй. Берем большой и длинный прямоугольный камень средней дисперсности. Кладем на стол и по возможности закрепляем. На этом камне выравниваем спуски и выводим режущую кромку.
Этап третий. Устанавливаем на наждак вулканитовый диск. Прекрасная штука для предварительной полировки. При полировке на нем, также как и на обычном наждаке, почаще обмакивайте заготовку в воду. Вот что получается после полировки.
9:17 28 Август 2012
neft
Гуру
сообщений 9045
57
Вообще, конечно, можно было отполировать клинок и получше. Даже желательно, так как это защищает его от коррозии (уменьшается площадь поверхности, контактирующей с агрессивной средой). Но сделать этого без дополнительного оборудования практически невозможно – сталь очень твердая и вручную не полируется.
Если нет вулканитового диска, можно воспользоваться войлочными кругами и абразивными пастами разной дисперсности. Принцип тот же – от большей дисперсности, к меньшей.
На этом заканчиваем работу с клинком и переходим к втулке. Для нее хорошо подходят латунь и бронза. Они не коррозируют, легко обрабатываются, но при этом достаточно твердые и прочные. Алюминий не рекомендую – слишком мягкий и маркий. Втулка отделяет лезвие от рукояти и уменьшает нагрузку на самое слабое звено – часть хвостовика, которая находится сразу за втулкой.
Для начала находим пластину подходящих габаритов. Это единственная деталь, которую я даже не знаю где взять (Латунь листовая: можно найти старые юбилейные медали кустарного изготовления, толщина 5-6 мм (типа Васе к 50-летию.. и т.д.), были такие в советское время). Но надеюсь, что это не стает для Вас большой проблемой. Есть вариант сделать и втулку из твердого дерева. В общем, импровизируйте. Я нашел пластину из латуни толщиной чуть более 3 мм.
На пластине размечаем контур будущей втулки и то место, где мы будем делать пропил под хвостовик. Линию разметки пропила прочерчиваем как можно глубже и отчетливее.
Зажимаем в дрель сверло 2,0 мм (плюс минус 0,2). Берем керн (если нет, подойдет и обычный дюбель), и керним первое отверстие в половине диаметра сверла от того места, где пропил должен закончиться. Сверлим это отверстие. Керним следующее отверстие в половине диаметра сверла от края предыдущего отверстия. Сверлим. И т.д. до упора.
Два важных нюанса. Первый – керните следующее отверстие только после того, как просверлили предыдущее. Так проще исправить косяки, если они будут. Второй – последнее отверстие сверлите не около предпоследнего, а там, где пропил должен закончиться. Убрать перемычку будет гораздо легче. Вот что должно получиться.
9:18 28 Август 2012
neft
Гуру
сообщений 9045
58
Теперь направляем сверло в перемычку одного из центральных отверстий под углом около 45 градусов и аккуратно ее рассверливаем. Рассверливаем все перемычки, какие можем. После этого неровности выравниваются плоским надфилем. Подгоняем пропил до тех пор, пока хвостовик не войдет в него до конца.
9:20 28 Август 2012
neft
Гуру
сообщений 9045
59
Когда пропил готов, остается только придать втулке окончательную форму. Сначала спиливаем все лишнее ножовкой по металлу, потом ровняем на наждаке. Лучше сделать втулку на 1-2 мм больше чем требуется по плану, и подогнать ее при подгонке рукояти. Вот как выглядит результат с внешней
9:22 28 Август 2012
neft
Гуру
сообщений 9045
60
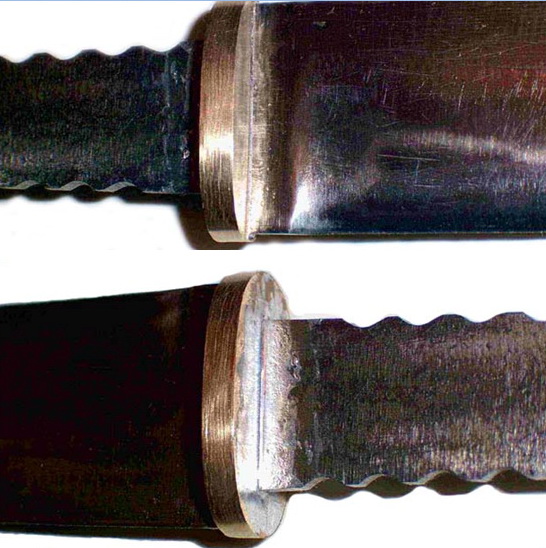
и с внутренней стороны. Соединение втулки с клинком необходимо герметизировать. Лучше всего пропаять (Герметизация стыка лезвия и шайбы… Можно попробовать сплав Вуда (темп. плавления - около 100 градусов), а лудится тем же флюсом и более текуч по сравнению с оловянным припоем). Здесь тоже есть секрет: во время пайки обмотайте клинок мокрой тряпкой, это предохранит его от лишнего нагрева. Наносим на то место клинка, где будет втулка, паяльную кислоту и основательно лудим его. Зажимаем клинок в тиски лезвием вниз. Смачиваем кислотой пропил втулки. Надеваем втулку на хвостовик, кладем на нее жало паяльника. Паяльник нагревает втулку, она плавит олово и опускается на свое место. После этого можно пройтись паяльником по зазору между хвостовиком и втулкой сверху и снизу. Важный момент: пока олово не застыло, поставьте втулку строго перпендикулярно клинку (надеюсь, никто не схватится за нее голыми руками). Теперь даем всему этому остыть. Лить холодную воду не стоит.
В некоторых местах могут остаться капли и подтеки олова. Это не эстетично! Поэтому берем напильник или надфиль и стачиваем их. Особенно со стороны клинка. Вот как это выглядит со стороны клинка и со стороны хвостовика